by Dave Nordling, RRS.ORG
The Reaction Research Society held its last launch event of the year 2021 at the Mojave Test Area on Friday, December 17th. I was the pyrotechnic operator in charge. This was my first launch event as a Class 1 pyrotechnic operator although none of the activities this day involved a liquid rocket. We had four launches planned for that day. Two from Keith Yoerg, one from Wolfram Blume and one from Dimitri Timohovich. RRS members Wilbur Owens, Xavier Marshall and Bill Inman came to be spectators at this launch event.

IMPROVEMENTS TO THE 1515 RAIL LAUNCHER
The first flight of the Hawk in late November revealed a concern about the stability of the 1515 rail launcher with heavier rockets. Although quite heavy in its steel rectangular tube construction, Dimitri and Keith used cinder blocks and sandbags to weigh down the legs of the base. This resulted in damage to several of the sandbags from the exhaust of the M-sized motor from the initial flight.


A flat steel plate with a threaded rod welded to the center was connected to the bottom of the 1515 rail launcher to allow for more weight to the base and allow for more cinder blocks to be added for even more stability. New adjustable feet were added to the existing four threaded holes at the far points of the legs. Eyebolts were also bought to screw into the 3/4-10 holes in the pad to strap the base down if necessary.

SECOND FLIGHT OF THE HAWK
The December 17th launch event was primarily for the second flight of Keith Yoerg’s massive 14-foot long, 8-inch diameter Jumbo Dark Star rocket made by Wildman Rocketry with a 98mm Cesaroni N2600 Skidmark motor. The launch was held on Friday to coincide with the anniversary of the Wright Brothers first flight..

The payload was something very special to the Yoerg family and to American aviation history. The payload was a few squares of cotton fabric from the right wing of the original Wright Flyer aircraft that made aviation history. This cloth was the actual material that flew in 1903.

A similar piece of the cotton fabric used in the Wright Flyer was sent with the Mars Ingenuity helicopter aboard the Mars 2020 mission being part of the first aircraft flown on a foreign world.

It was amazing to fly a similar piece of history at our humble launch site for our members to enjoy on the anniversary of manned flight.
After securing the payload and verifying the recovery systems were in proper working order, the Hawk was taken to the launch pad and erected for flight.





Before the countdown, Keith gave a very moving speech with his mother, Janette Davis, present in the observation bunker.
118 years ago today, on the sandy windswept dunes of Kitty Hawk, North Carolina, my Great-Great Granduncles Orville and Wilbur Wright achieved the first powered, heavier-than-air flight of a manned aircraft. A few small pieces of fabric from that historic airplane are ready to take flight again today, from the sands of the Mojave Desert, aboard ”The Hawk” an 8-inch diameter 14-foot fall rocket Honoring Aviation, the Wrights, and Kinetics. In 1903, this fabric reached a max altitude of 10 feet at a max speed of 10 feet per second. Today, that same fabric is expected to reach an altitude of over 7,000 feet with a max speed of 791 feet per second (or Mach 0.7).
We’re now ready to start the countdown. The sky is clear, the road is clear.
Flight 2 of “The Hawk” is launching in 5… 4… 3… 2… 1…

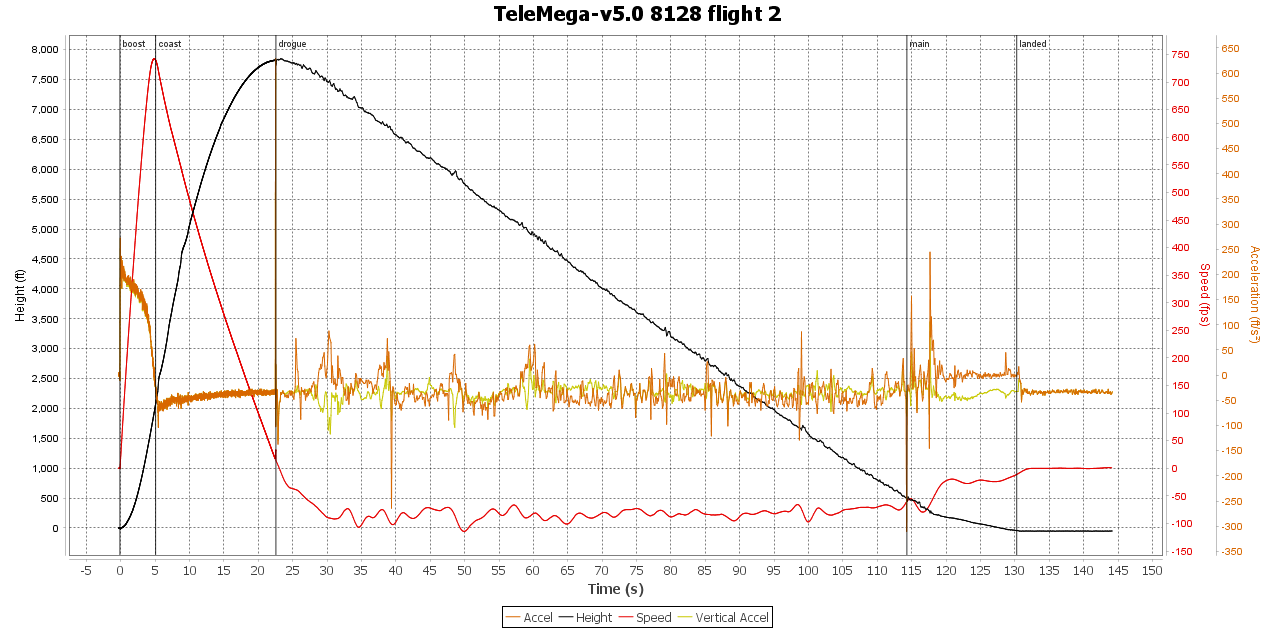
The second flight of the Hawk was close to predictions reaching over 7,800 feet in altitude and 742 feet per second. The Hawk with its drogue and main parachutes working properly was fully recovered. Keith got telemetry data and provided screenshots of the results below.

Beckie Timohovich was a big help in the recovery efforts and bringing back the hardware to the launch site. She also makes really good Alaskan caribou chili which we all got to enjoy at lunch in the Dosa Building.


The 1515 rail launcher with its heavier base worked well and did not shift although the straps were singed by the hot exhaust and seemed to be superfluous. The parachute system on the Hawk deployed well and brought the vehicle down in tact. Most importantly, the family heirloom flown as a payload was returned to safekeeping.

Keith is considering his next flight of the Hawk. One idea is to fly an even larger motor if an O-sized motor will fit in the existing 98mm mount. The goal being to go faster and break the speed of sound and fly even higher. Keith was also pondering adding a second stage to the Hawk. We hope to learn his next plan in the new year as we hope to have another launch event in January 2022.
TWO MICROGRAIN ALPHA ROCKETS
We flew two alpha micrograin rockets. One by Keith Yoerg, one by Dimitri Timohovich. Each had a payload built by John Krell. These were the first zinc-sulfur rockets to be loaded and flown by Keith and Dimitri which although both them have been active members of the society for years, this experience served to initiate them into the RRS.
Dimitri was first to load his blue nose-to-red finned rocket and fire it while Wolfram Blume completed his assembly and preparations for the second flight of the Gas Guzzler two-stage rocket with a water ballasted ramjet upper stage. Keith Yoerg’s alpha with the bright pink nosecone and fins was the second of two alpha flights, Like with the Hawk before it, the RRS used our Cobra wireless firing system with the alpha rockets.


https://www.cobrafiringsystems.com
Keith edited the footage of both alpha flights into one compilation on YouTube. See link below:




A few days after the MTA launch event, John reported a summary of the results from the two different instrumentation payloads. His emails are paraphrased below.
On 12/17/2021, two Alpha rockets were launched. Both were instrumented with high speed flight computers. Dmitri’s Alpha (blue nosecone) carried an original Alpha Datalogger on it’s third flight and Keith’s Alpha (pink nosecone) carried a newer Adalogger design on it’s second flight.

The bad news first. The Adalogger SD card socket broke during its first launch. I did not catch this issue prior to this launch. The SD card fell out of its socket during the initial acceleration and no flight data was recorded from Keith’s alpha, The next design update will include a nylon post to prevent SD card ejection. Keith’s Alpha also incorporated a semi-soft shock absorption mounting. It didn’t work as well as planned, but it does show potential with two modifications. Damage to the Adalogger system was minimal and repairable.

Dmitri’s Alpha produced significant new data during the burn for a micrograin rocket. The thrust was relatively smooth and constant compared to the previous three Alpha launches that carried flight computers and returned data. Absent were the large acceleration bursts during the burn. (See attached graph)

Also recorded was the impact. The impact duration was measured at 16 milliseconds. This is the shortest impact duration recorded for an Alpha. A prior impact duration of 18 milliseconds produced a deceleration of 716 G’s. This impact deceleration should exceed that value.
Further analysis of the data is required to determine a value. A picture of Dmitri’s rocket in the ground prior to extraction will be helpful. (Photo was later provided.)
Motor burn duration 0.408 seconds
Maximum Acceleration 103.95 G’s at 0.304 seconds
Maximum Velocity 676 ft/sec, Mach 0.6 based on integrated accelerometer readings
Altitude at Burnout ~138 ft
Maximum Altitude 4,307 ft AGL by barometric readings
Terminal Velocity 463 ft/sec, Mach 0.411 based on barometric readings
My video records of Keith’s Alpha show a shorter burn duration equating to a higher acceleration and velocity. The altitude should also be higher with the shorter down range distance.

The still pictures at the end furnished the information necessary to estimate the deceleration at impact. Keith’s alpha’s penetration depth of approximately 3 feet 10 inches correlates to a deceleration rate of 680 to 720 G’s in a span of 18 to 20 milliseconds. Dimitri’s Alpha penetrated approximately 3 ft 8 inches into the ground in 16 milliseconds equating to ~900 G deceleration rate. Wow!!!
The main objective was to give all of our active members experience with micrograin rocketry. Although rarely practiced outside of the society, it is considered to be something of a rite of passage and also serves as valid experience with the unlimited category of rocketry. This event gave Dimitri and Keith this experience which will help them as they advance as pyrotechnic operators.
SECOND FLIGHT OF THE GAS GUZZLER RAMJET
Wolfram Blume brought his second build of the Gas Guzzler rocket to the MTA for a December test flight. The same booster section with an Aerotech K-motor was flown. The ramjet was rebuilt and was flying a 3/4 load of water in the gasoline tank to have a representative payload weight including any possible sloshing that might occur.








From the ground, it was clear that the booster flew straight and stage separation had taken place. The booster parachute ripped loose. The ramjet came down only under its drogue chute and the hard landing damaged the upper stage enough to warrant a complete rebuild.

Wolfram spent several days after the launch event looking at the remains of Gas Guzzler. A few things are known so far:
The addition of 1.14 kilograms of ballast water did not cause any problems. The two stages – both separately and together – were still stable in flight. Also the stage separation worked.
After separation, the booster came apart at apogee into two pieces. It is an easy fix as a bulkhead blew out and only needs to be better reinforced against the loads. A recent addition of a GPS tracker to the second flight of the booster worked.
The ramjet lost electrical power at apogee. The reason was found and will be repaired. The power failure meant that the GPS tracking stopped at apogee which is a serious problem. Wolfram is considering adding a backup GPS tracker to the ramjet with a separate power supply.
Based on telemetry, the deceleration seen after stage separation gave the drag coefficient (Cd) on the ramjet at 0.25. The accuracy of this calculation is about 10% based on the acceleration readings which is fairly good all things considered.
drag force = Cd * velocity-squared * air-density
The thrust also scales with the square of velocity and that gives the minimum velocity when thrust minus drag exceeds weight to be about 656 feet per second (200 m/sec). This is the minimum velocity which the booster must supply at burnout.
For this flight using the K-motor in the booster, with the water ballast, the maximum velocity was 574 feet per second (175 m/sec). The ramjet reached an apogee of 3,800 feet AGL (above ground level). The booster pushing the ramjet reached an apogee of 3,100 feet AGL. Maximum acceleration under boost phase was 6 G’s. The ramjet was flown without fuel, only an equivalent weight of water instead of gasoline.
The next build of the Gas Guzzler will have a larger booster which will hold an L-sized motor.
In the 12-17-2021 flight, the ramjet’s drogue parachute deployed correctly but the main chute did not. This seems to have been caused by the drogue chute being too small. Rockets with dual-deployment parachute recovery systems typically split the rocket in two places with the drogue ejecting forward and the main ejecting backwards. It is a good, reliable system but it cannot be used in the Gas Guzzler design because you cannot split the ramjet in the middle. Both of the parachutes must deploy from the front. The recovery system design requires the drogue to pull the main out of the ramjet at 1,000 feet. Wolfram developed this system on prior rocket with launches at ROC in Lucerne Valley and it has worked the last three launches. Wolfram is confident that it will work in the next flight of the ramjet, too.

The air flow measured inside the ramjet during the second flight on 12-17-2021 was within the range of an air blower system at Wolfram’s workshop that had considered using to static fire the ramjet with an operational burner. However, he is not comfortable with trying the main burner at his workshop, but testing the flameholder and its igniter is OK. Thus, a static test of a fueled ramjet coupled with an air blower system is being considered.
Going forward, once the ramjet is rebuilt, Wolfram would like to verify the performance of the igniter and flameholder over the full range of the air blower’s speeds in a static fire setup at the MTA. In this testing, he also wants to work on how quickly the flameholder ignites to avoid losing a lot of forward speed after stage separation.
Wolfram will rebuild the ramjet as quickly as possible and could be ready for another launch in February 2022. He would like to do another booster-only flight from the MTA to verify the fixes on that stage. If successful, then the next launch will try a flight with a short ramjet burn using roughly 5 seconds of gasoline fuel.
The society will peer-review the work done so far and find the best way to proceed. Wolfram is still evaluating the data and may have an update to this firing report later.
TESTING OF A GERB AS A LIQUID ROCKET ENGINE IGNITER
Dimitri and I have overseen a few recent liquid rocket engine static fires at the RRS MTA. Although there have not been any ignition problems, we had discussed different approaches to getting a safe and reliable start.
Liquid rocket engines sometimes have problems with achieving reliable ignition. Failure to ignite the cold mixture of propellants due to lack of sufficient energy or outright failure to light can create a serious fire or explosion hazard. One of the simplest approaches is to use a sufficiently energetic pyrotechnic device mounted in the engine throat from the aft side. Visible indication of the igniter firing should be confirmed prior to opening the propellant valves and releasing the stored pressurant gas.
There are a few different pyrotechnic devices that are good for this task such as lances and gerbs. Both require a special license to get. Dimitri, who has such a license and happened to have a couple gerbs that we could try. Lances have been used in prior liquid rocket engine firings and vehicle launches with success.
https://en.wikipedia.org/wiki/Gerb_(pyrotechnic)
https://en.wikipedia.org/wiki/Pyrotechnics
At this event, we decided to test a gerb to see if it would be appropriate to try in lighting a liquid rocket engine. We secured one to the top of the alpha box rail and fired it to examine the plume,



Our impression of the gerb operation was favorable in terms of its 20-second firing duration, but it seemed that a smaller gerb size might be sufficient. Smaller gerb sizes are available. There is also the long-term consideration of having these available for liquid rocket testing which would require a storage magazine. Other less complicated means should be explored.
IN CLOSING
Several of the attendees stayed behind to clean up the MTA and relax in the Dosa Building. This was the last launch event for our outgoing president, Osvaldo Tarditti, who has faithfully served the society for many years with his time, skills and leadership. We enjoyed the sunset on a mild and nearly calm winded day. It was a fine end to a great day at the MTA and what was our last event of 2021.
.