
By Dave Nordling, Secretary, Reaction Research Society
It was a half century ago today that mankind landed on the Moon. This event has had an impact on both generations present to witness this landmark event and the generations born afterward, such as myself. The Apollo 11 moon landing was a daring extension of an aggressive program that was progressively built from the dawn of the space age with abundant resources, acceptance of risk and political will never seen before (and never since). The herculean task set by the late President Kennedy in 1961 of landing a man on the moon and safely returning him to Earth by the end of the decade (1970) was fulfilled on July 24, 1969.

It was only eight years before that time when manned spaceflight began with the humble beginnings of riding a derivative of an intercontinental ballistic missile (ICBM) into low earth orbit scraping the bounds of the upper atmosphere. The journey was fulfilled with the enormous 6,540,000 lbm tower of three stages of the Saturn V vehicle filled with kerosene, liquid hydrogen and liquid oxygen that pushed three brave men into a new sphere of influence of the Earth’s closest celestial body just three days away. New systems and new rocket motors were built from scratch and flown in less than a decade. The massive Saturn V rocket could throw an unprecedented 107,100 lbm to trans-lunar injection (TLI) orbit. No other past or operational launch vehicle has surpassed this ability to this very day.

Looking back, landing a man on the lunar surface appears simple and almost certain. But to those watching from their black and white televisions across the country and to the men and women behind the launch consoles, all of the Apollo missions were truly audacious with the looming deadline, a Cold War rival busy at work to maintain their leadership in space and an ever-present risk for tragedy at every step. Lives were lost, sacrifices were made and the goal remained steadfast. Excellence was demanded from hundreds of thousands of technical professionals, suppliers, shop workers, clerks and everyday people and was delivered such that two astronauts could walk on a foreign world opening the door to our species visiting a place beyond our blue Earth.

At this 50th anniversary, it is interesting to reflect on what has happened since. After six more Apollo flights with five resulting in 10 more Americans walking, even driving over the lunar surface, the program came to an end under the Nixon Administration’s budget cuts. No other nation, including our own, has returned. It is probably due to this fact alone that more and more people begin to doubt whether the moon landing was ever real.
Also, it is the opinion of this author that because the Soviet Union’s then-secret moon program failed to place a cosmonaut into lunar orbit with their massive N-1 rocket, let alone a successful landing on the lunar surface, that our country saw fit to halt the progress of Apollo and turn our back on the Moon for five decades. I can only imagine how history would be different if the any of the four Soviet launches of the N-1 from February 1969 to November of 1972 had been a success.

https://en.wikipedia.org/wiki/N1_%28rocket%29
The first man on the moon, Neil Armstrong, has passed away just a little less than seven years ago. Buzz Aldrin and Michael Collins remain as living historical witnesses, but in time, they too will pass on. NASA has a huge discontinuity in their chronology of exploration after the Apollo and Skylab program’s success. A long period of quiet then the Shuttle followed by eight years of paying the Russians for rides to the International Space Station (ISS) from Russia is all that remains. Our unmanned program has continued with ever more impressive returns as we learned about the moon, Mars and places throughout in the solar system, but our manned space program remains at a stand-still.
The legacy of Apollo has been more of historical legend and pride than any tangible progress eclipsing this feat of human achievement. The Space Shuttle program and its nearly four decades of life brought us the historical achievement of the first American woman in space, the first African-American in space, the launch of the Hubble Space Telescope, the first visit to a Russian space station, Mir, the first Russian cosmonaut to fly on an American space vessel, and of course the multi-year construction of the ISS celebrating its third decade of operation even after the Shuttle’s retirement. There are many people who feel that the Shuttle program failed its basic promise of routine access to space and certainly to fulfill the loftier goals of men reaching beyond low Earth orbit.
Since the days of Apollo, there have been new discoveries about the Moon. Thanks to the Lunar Reconnaissance Orbiter (LRO) launched in 2009, the Apollo launch sites have been seen in higher detail.
https://www.space.com/14874-apollo-11-landing-site

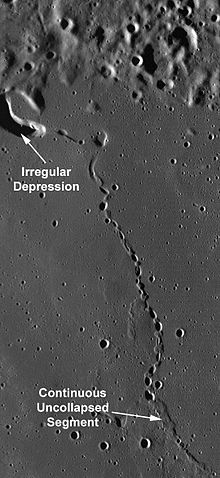
The Indian ISRO Chandrayaan-1 lunar orbiter, the Japanese Kaguya lunar orbiter and the American LRO have each found evidence of lunar lava tubes and “moon caves” in several places along the lunar surface which offers a tantalizing possibility of a ready-made shelter for future manned exploration.
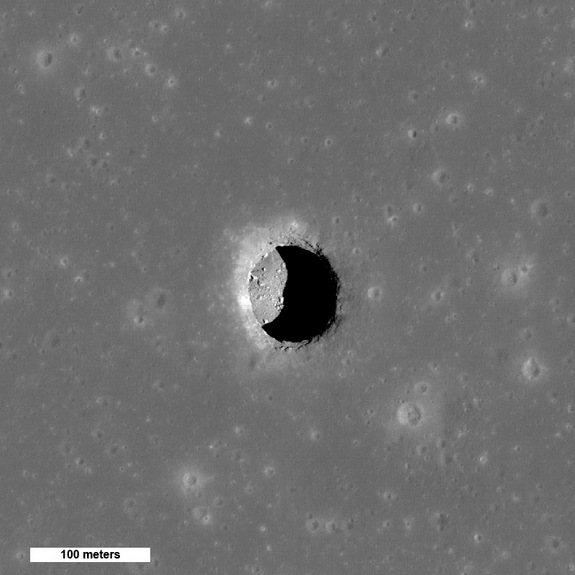
https://en.wikipedia.org/wiki/Lunar_lava_tube
The discovery of water ice in the permanent shadow in craters at the Moon’s poles starting from the Soviet Luna 24 probe to the ISRO Chandrayaan-1 orbiter provided strong evidence of an important resource awaiting future lunar explorers. .
https://en.wikipedia.org/wiki/Lunar_water

Most recently, on January 3 of this year, the Chinese with the Chang’e 4 have soft-landed a rover (Yutu-2) on the far side of the Moon, a first for any nation.
https://en.wikipedia.org/wiki/Chang%27e_4

With the end of the Space Shuttle program in 2011, planned since the Columbia disaster of 2003, the Constellation program, later renamed the Space Launch System (SLS) was built and extended from legacy technologies with years of flight experience.
At this moment in time, NASA has redoubled its commitment to returning people to the surface of the moon in just five years from now, 2024. It is possible this goal can be realized, but there are abundant reasons to be skeptical.
Technology is no longer the perceived barrier to finding our way back to the Moon. The ability of any government or administration to muster the cohesive, sustained political will and necessary funding to build and fly the SLS program to put men back on the moon is the question that remains unanswered. More so, will we have the fortitude to recover from failures should they occur and surmount them to make a permanent colony as was envisioned for after Apollo? To date, my generation has waited in vain on the many promises from NASA to deliver something of the magnitude of Apollo.
There is no shortage of passionate, intelligent people in this world. Many share the vision of mankind becoming an interplanetary species. Our art and culture have been permanently changed from seeing the whole of our world as a small blue marble against the enormous blackness of space. The true legacy of Apollo is the inspiration that was given to this nation’s people and any nation seeking to find pride in their abilities to put their citizens in space. Regardless of what may come in the next few years with NASA, the dream is alive with the people of the Earth to be explorers. To move beyond dreams is what will extend mankind to the Moon and beyond.
































